|
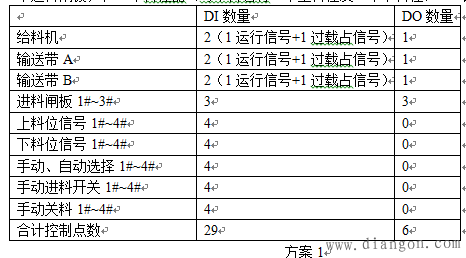
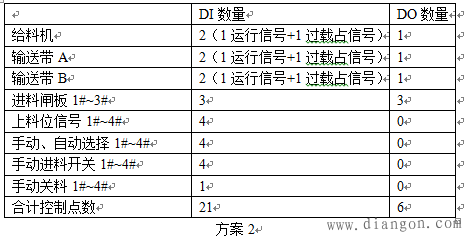
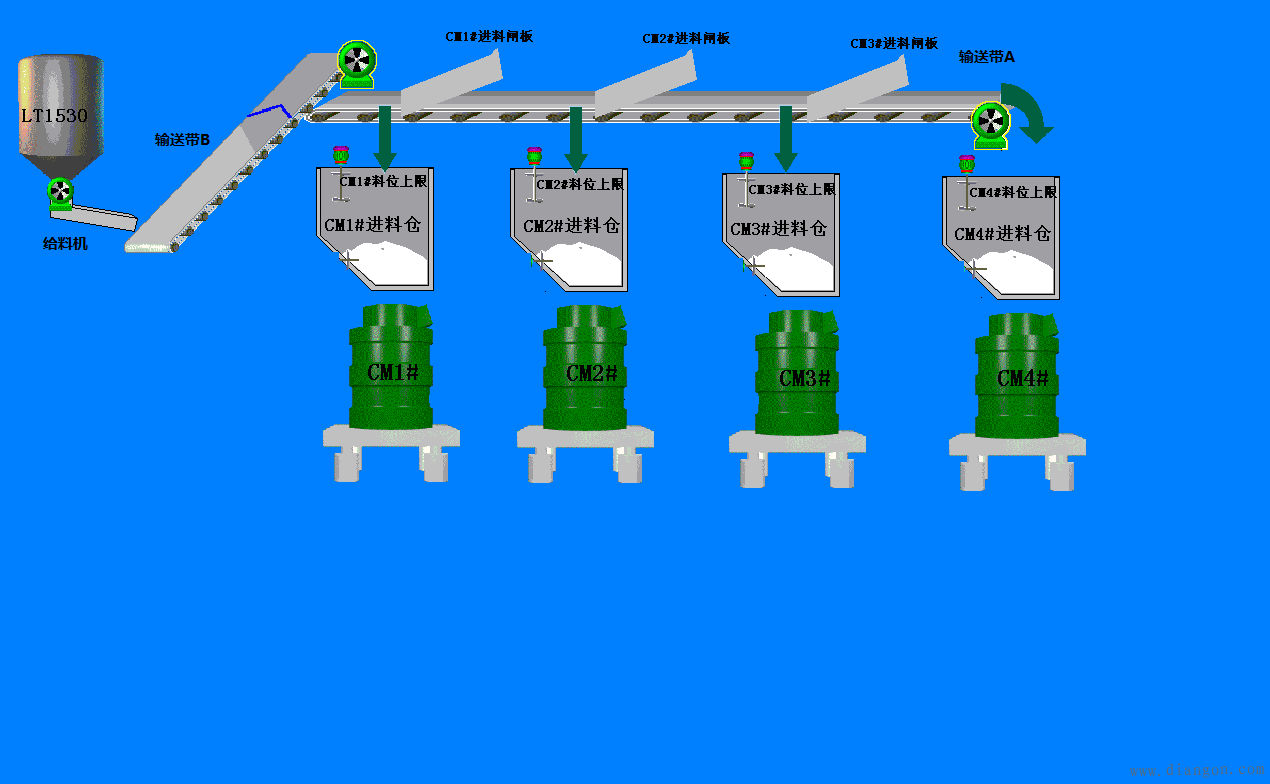
其实我是从2004年左右已经开始接触西门子产品了。那时工厂里使用的是S7 400系列的产品,因为设备是从国外进口的,所以从编程到调试都是由老外来完成的,我们电气维护人员只有看着和学习的份。 我真正使用西门子产品的选型、编程及调试是从LOGO!V6.0开始的。 因当时我们工厂里有一批国产的粉磨设备,都是用传统的二次线来控制的。由于国产的生产线产量较低及能耗较高,一般情况下是用于夜班21:00左右开机生产(从生产成本考虑,利用低谷电生产)。现场共有4台国产磨机,这几台磨机的最大缺点是磨机的进料仓太小,一仓料只能供磨机生产约50分钟。如果4台磨机同时开启,操作人员的劳动强度会很大,且由于一仓料只需7份钟左右就会满。操作人员往往因为打料太频繁,经常导致磨机断料或因为忘记关料导致料仓溢料而造成原料的浪费及污染。 为了解决这个问题,我们决定对国产磨机的料仓进料系统进行改造。因为国产磨机的效能不高,所以从技改方面就需要考虑到用最小的成本换取最大的效益。这样我就想到了使用西门子的LOGO!系列产器。 以下就是大致的控制方法及编程控制思路: 因LOGO!0BA6最大只支持24个点,当时的设备有:两条输送带、一台给料机,外加三个进料闸板,和8个料位器(每个料仓有一个上料位及一个下料位)。IO配置图如下:
|
 电表怎么看度数
电表怎么看度数 插座烧毁原因_插座烧后还可以继续使用吗?
插座烧毁原因_插座烧后还可以继续使用吗? 注册电气工程师考试挂靠,到底富了谁?
注册电气工程师考试挂靠,到底富了谁? 电工证可以“挂靠“吗
电工证可以“挂靠“吗 电工证怎么考?如何自考电工证
电工证怎么考?如何自考电工证 电工证种类和图片大全
电工证种类和图片大全电工学习网 ( )
GMT+8, 2021-12-6 20:46