|
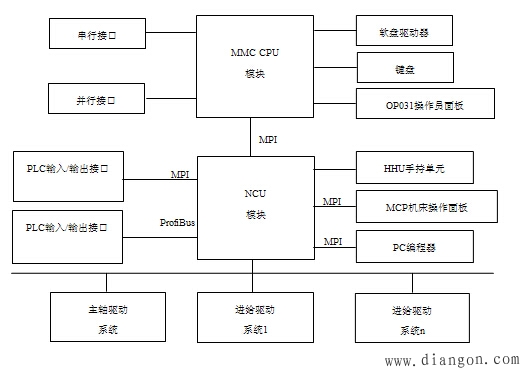
SIEMENS数控系统,以较好的稳定性和较优的性能价格比,在我国数控机床行业被广泛应用。SINMENS数控系统的产品类型,主要包括SINUMERIK 802、810、840等系列。 SINUMERIK 802S/C 用于车床、铣床等,可控3个进给轴和1个主轴,802S适于步进电机驱动,802C适于伺服电机驱动,具有数字I/O接口。 SINUMERIK 802D 控制4个数字进给轴和1个主轴,plc,I/O模块,具有图形式循环编程,车削、铣削/钻削工艺循环,FRAME(包括移动、旋转和缩放)等功能,为复杂加工任务提供智能控制。 SINUMERIK 810D 用于数字闭环驱动控制,最多可控6轴(包括1个主轴和1个辅助主轴),紧凑型可编程输入/输出。 SINUMERIK 840D 全数字模块化数控设计,用于复杂机床、模块化旋转加工机床和传送机,最大可控31个坐标轴。 SINUMERIK 810D/840D数控系统已被很多机床生产厂家所采用。本节以SINUMERK 840D数控系统为例,介绍其性能特点以及软硬件结构。 1)SINUMERIK 840D数控系统性能 SINUMERIK 840D是西门子公司20世纪90年代推出的高性能数控系统。它采用三CPU结构:人机通信CPU(MMC-CPU)、数字控制CPU(NC-CPU)和可编程逻辑控制器CPU(PLC-CPU)。三部分在功能上既相互分工,又互为支持。在物理结构上,NC-CPU和PLC-CPU合为一体,合成在NCU(Numerical Control Unit)中,但在逻辑功能上相互独立。 SINUMERIK 840D具有以下几个特点: (1)数字化驱动 在SINUMERIK 840D中,数控和驱动的接口信号是数字量,通过驱动总线接口,挂接各轴驱动模块。 (2)轴控规模大 最多可以配31个轴,其中可配10个主轴。 (3)可以实现五轴联动 SINUMERIK 840D可以实现X、Y、Z、A、B五轴的联动加工,任何三维空间曲面都能加工。 (4)操作系统视窗化 SINUMERIK 840D采用Windows 95作为操作平台,使操作简单、灵活,易掌握。 (5)软件内容丰富功能强大 SINUMERIK 840D可以实现加工(Machine)、参数设置(Parameter)、服务(Services)、诊断(Diagnosis)及安装启动(Start-up)等几大软件功能。 (6)具有远程诊断功能 如现场用PC适配器、MODEM卡,通过电话线实现SINUMERIK 840D与远程PC机通信,完成修改PLC程序和监控机床状态等远程诊断功能。 (7)保护功能健全 SINUMERIK 840D系统软件分为西门子服务级、机床制造厂家级、最终用户级等7个软件保护等级,使系统更加安全可靠。 (8)硬件高度集成化 SINUMERIK 840D数控系统采用了大量超大规模集成电路,提高了硬件系统的可靠性。 (9)模块化设计 SINUMERIK 840D的软硬件系统根据功能和作用划分为不同的功能模块,使系统连接更加简单。 (10)内装大容量的PLC系统 SINUMERIK 840D数控系统内装PLC最大可以配2048输入和2048输出,而且采用了Profibus现场总线和MPI多点接口通信协议,大大减少了现场布线。 (11)PC化 SINUMERIK 840D数控系统是一个基于PC的数控系统。 2)SINUMERIK 840D数控系统硬件结构 SINUMERIK 840D系统硬件组成原理如图所示。
|
 2020年电工职业资格证取消了?电工职业资格
2020年电工职业资格证取消了?电工职业资格 plc编程工资多少一个月
plc编程工资多少一个月 电工工资高吗?电工工资怎样?电工工资多少好
电工工资高吗?电工工资怎样?电工工资多少好 自动化专业和电气工程及其自动化专业哪个就
自动化专业和电气工程及其自动化专业哪个就 电工朋友注意啦,国家发布新版电工证,再也
电工朋友注意啦,国家发布新版电工证,再也 家电售后挣钱多吗?家电售后维修挣钱吗?现在
家电售后挣钱多吗?家电售后维修挣钱吗?现在电工学习网 ( )
GMT+8, 2021-12-6 20:50